 Tweet
Tweet
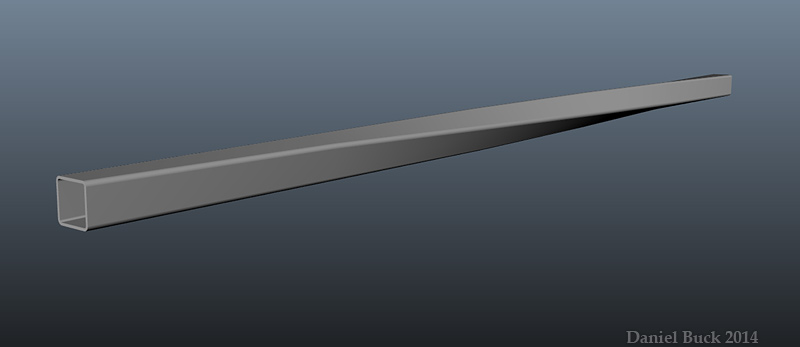
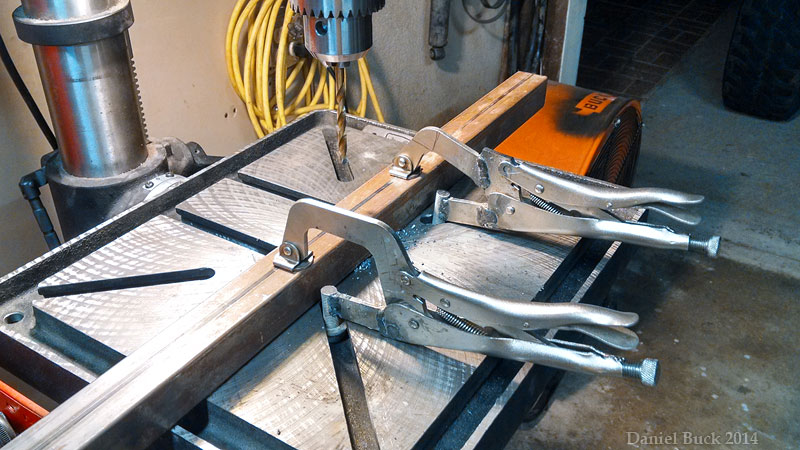
Well back to more TIG work! This time, making a mount for my JD2 tube bender. I don't want to mount it into the concrete, because I really don't have room in the garage to mount it, and I don't think my landlord would like me mounting anything in the driveway. So, I'm going to bolt it to the bumper of my Willys. This is the top part of the mount (in these photos, it's upside down) which the bender itself will mount to.
The metal is probably way to thick for me running 120 volts, but it should be fine for bending 16 gauge 1" square tubing. Once I eventually step up to some thicker wall stuff, I'll probably take the mount over to a friends house with 220, and plug my machine in there and run another pass or two over this weld to make sure it's good and solid.
The welds aren't as consistant as I'd like, I need more practice! The scrap/dropoff pile at the local steel shop wasn't as plentiful as it was last time, so some of this metal is thicker than I'd like it to be. The rectangle tubing is 1/4" wall, and the plate is a bit thicker. When I put the bottom plate on the mount, I'll torch it so that it's already hot when I start welding. It was evident that the thick plate was sucking up alot of heat. I'd have to sit there for quite a while with the torch before a decent puddle would form, then I'd add my filler. It didn't flow very well. Only after I had run a few short welds did it heat up and then start to weld easier. But even then it didn't flow to well. The metal is just to thick for my power.


The metal is probably way to thick for me running 120 volts, but it should be fine for bending 16 gauge 1" square tubing. Once I eventually step up to some thicker wall stuff, I'll probably take the mount over to a friends house with 220, and plug my machine in there and run another pass or two over this weld to make sure it's good and solid.
The welds aren't as consistant as I'd like, I need more practice! The scrap/dropoff pile at the local steel shop wasn't as plentiful as it was last time, so some of this metal is thicker than I'd like it to be. The rectangle tubing is 1/4" wall, and the plate is a bit thicker. When I put the bottom plate on the mount, I'll torch it so that it's already hot when I start welding. It was evident that the thick plate was sucking up alot of heat. I'd have to sit there for quite a while with the torch before a decent puddle would form, then I'd add my filler. It didn't flow very well. Only after I had run a few short welds did it heat up and then start to weld easier. But even then it didn't flow to well. The metal is just to thick for my power.






















Comment